

技術コラム
アルミ砂型鋳物・砂型鋳造の基礎知識|メリット・デメリットから金型鋳造との違いまで徹底解説
目次
アルミ砂型鋳物・砂型鋳造とは?製法の仕組みと特徴
アルミ砂型鋳物とは、砂で作られた「鋳型(いがた)」に溶かしたアルミニウム合金を流し込み、冷却・凝固させて製品を作る、歴史ある代表的な鋳造手法の一つです。
アルミニウムはその融点が約660℃と鉄などの他の金属に比べて低く、流動性にも優れているため、複雑な形状を形作る砂型鋳造と非常に相性が良い素材です。
砂型鋳造の基本的なプロセス
砂型鋳造のプロセスは、まず製品の形をした「模型(木型や樹脂型)」を作成することから始まります。この模型を砂の中に埋め込み、周囲を固めた後に模型を取り出すことで、砂の中に製品形状の空洞(型)が完成します。ここに高温で液体状になったアルミ合金(湯)を注ぎ入れます。金属が冷えて固まった後、周りの砂を壊して中の製品を取り出し、余分な部分(押し湯や湯道)を切断・研磨して仕上げます。砂型は一度使うたびに壊すため、製品1つに対して1つの型を作成するのが基本となりますが、使用した砂は回収して再利用することが可能なため、環境負荷が比較的低いことも特徴です。
アルミニウム合金が砂型鋳造に適している理由
アルミニウムは、軽量でありながら十分な強度を持たせることができ、耐食性や熱伝導性にも優れています。砂型鋳造においてアルミニウムが多用されるのは、その熱的性質にあります。鉄やステンレスに比べて低温で溶けるため、鋳型の損傷が少なく、また凝固時の収縮率が比較的予測しやすいことから、大型の筐体や複雑なエンジン部品などの製造に適しています。特に近年では、軽量化が求められる自動車部品や産業機械の分野において、試作段階から量産移行の検討まで、アルミ砂型鋳造は欠かせない技術となっています。
アルミ砂型鋳物の主なメリット
アルミ砂型鋳物が長年選ばれ続けている理由は、他の鋳造法にはない柔軟性とコストパフォーマンスにあります。特に開発スピードやコスト抑制が重視される現代のモノづくりにおいて、そのメリットは際立っています。
初期コスト(型代)を大幅に抑えられる
最大のメリットは、初期投資の安さです。ダイカストや金型鋳造では、精密な金属製の型を製作するために数百万円から数千万円の費用がかかることも珍しくありません。一方、砂型鋳造で使用する木型や樹脂型は加工が容易であり、金型の数分の1から数十分の1のコストで製作可能です。これにより、予算が限られたプロジェクトや、量産が決まっていない開発初期段階でも導入しやすいという利点があります。
短納期での試作・多品種小ロット生産が可能
金型の製作には数ヶ月を要することが一般的ですが、砂型の模型は設計から数週間、早ければ数日で完成します。そのため、設計変更が頻繁に起こる試作フェーズにおいて、迅速に現物を確認できる「スピード感」は大きな武器となります。また、「年に数個しか必要ない」といった極小ロットの注文に対しても、高額な金型代を償却する必要がないため、トータルコストを抑えた柔軟な生産が可能です。
形状の自由度が高く、大型・複雑形状にも対応
砂型鋳造は、型の形状に制約が少ないのが特徴です。例えば、中空構造(中が空洞の形状)を作るための「中子(なかご)」も砂で自由に作製できるため、複雑な内部通路を持つ部品も一体で鋳造できます。また、数メートルに及ぶような超大型の部品も、砂型であれば枠を組み合わせることで対応可能です。これは、物理的なサイズに限界がある金型設備では困難な領域です。
材質(合金選定)の選択肢が広い
砂型鋳造は、多様なアルミニウム合金に対応しています。JIS規格のAC材(AC2A、AC4C、AC7Aなど)の中から、強度重視、耐食性重視、あるいは熱処理特性を活かしたものなど、用途に合わせて最適な材質を選択できます。金型鋳造では型の寿命を考慮して材質が制限されることがありますが、砂型は型を壊す前提であるため、材質選定の自由度が非常に高いのです。
アルミ砂型鋳物のデメリットと注意点
多くのメリットがある一方で、砂型鋳造特有の弱点も存在します。採用を検討する際には、以下の注意点を理解し、設計に反映させることが重要です。
寸法精度と表面粗さの限界
砂の粒子を固めて型を作るという性質上、金属の型を使用する金型鋳造やダイカストに比べると、寸法精度はどうしても劣ります。一般的には±0.5mm~1.0mm程度の公差を見込む必要があり、精密な嵌め合いが必要な箇所には必ず「機械加工」を前提とした肉付け(加工しろ)が必要です。また、表面は砂の質感が転写されるため、ザラついた「梨地」状になります。平滑な面や光沢が必要な場合は、ショットブラストや研磨などの後処理が不可欠です。
大量生産時における1個あたりの単価
砂型鋳造は「1個作るごとに型を込め、壊す」という手作業に近い工程が含まれます。そのため、数千個、数万個という単位で量産する場合、自動化が進んだダイカスト法に比べて、1個あたりの労務費や加工時間は高くなります。初期費用(型代)は安いものの、ランニングコストが高いビジネスモデルであるため、一定の損益分岐点を超えると金型鋳造の方が安くなるケースがあります。
鋳造欠陥(巣など)のリスクと対策
砂型は通気性が良い反面、溶けた金属が冷える際にガスを巻き込みやすく、内部に小さな空洞(巣)ができるリスクがあります。特に厚肉部と薄肉部が混在する設計では、冷え方の差によって「引け巣」が発生しやすくなります。これらを防ぐためには、方案設計(湯の流れを計算する設計)の段階で、押し湯の配置や冷却スピードを緻密にコントロールする高度な熟練技術、あるいは最新の解析ソフトによるシミュレーションが必要となります。
【比較】砂型鋳造 vs 金型鋳造 vs ダイカスト
最適な製法を選ぶためには、生産数や求められる品質、コストのバランスを比較することが欠かせません。
| 比較項目 | 砂型鋳造 | 金型鋳造(重力鋳造) | ダイカスト |
| 初期費用(型代) | 非常に安い | 中程度 | 非常に高い |
| 製品単価 | 高い | 中程度 | 安い(大量生産時) |
| 生産スピード | 遅い | 中程度 | 非常に速い |
| 寸法精度 | 普通 | 高い | 非常に高い |
| 表面の滑らかさ | 粗い(梨地) | 滑らか | 非常に滑らか |
| 形状自由度 | 非常に高い | 制約あり | 高い(抜き勾配が必要) |
| 適正ロット | 1個〜数百個 | 数百〜数千個 | 数千個〜数万個以上 |
生産数量による最適な製法の選び方
一般的に、試作や100個以下の小ロット生産であれば「砂型鋳造」が最もコスト効率に優れます。年間数千個単位で数年にわたって生産する場合は、精度と単価のバランスが良い「金型鋳造」が選ばれます。そして、数万個を超えるような超量産品(家電部品や自動車の主要部品など)では、圧倒的な生産スピードと精度の「ダイカスト」が選定されます。
アルミ砂型鋳物の品質を高めるポイント
砂型鋳造で高品質な製品を得るためには、単に鋳造するだけでなく、その前後の工程を含めた総合的な管理が重要です。
適切な木型・樹脂型の選定
模型の材質は、製作個数や要求精度に応じて選びます。1〜数個の試作なら安価な木型で十分ですが、数百個単位の生産や高い繰り返し精度を求める場合は、摩耗に強く寸法変化の少ない「樹脂型」や「金型(砂型用)」を選択します。模型の表面状態がそのまま鋳物の肌面に影響するため、模型自体の仕上げ精度が重要です。
鋳造シミュレーションによる欠陥予測の重要性
かつては職人の経験と勘に頼っていた方案設計も、現在は「鋳造シミュレーション解析」の活用が一般的です。溶けたアルミが型内にどう流れ、どこで凝固が始まるかをコンピュータ上で可視化することで、鋳造前に「湯回り不良」や「巣」の発生箇所を予測できます。これにより、試作回数を減らし、開発期間の短縮と品質の安定を実現できます。
後工程(熱処理・機械加工)との連携
鋳造したままの状態(F材)でも使用可能ですが、必要に応じて「熱処理(T6処理など)」を行うことで、アルミニウムの強度や硬度を大幅に向上させることができます。また、砂型鋳造品は機械加工が前提となることが多いため、加工時の「基準面」をどこにするかを考慮した設計が、最終的な製品精度を左右します。
東金属産業によるMMC材料の成形・加工
当サイトを運営する東金属産業では、本社工場近くの函南工場(静岡)にてアルミ砂型鋳造を行っており、複数基の溶解炉・熱処理炉を保有しております。さらに本社工場では、5軸加工機・五面加工機をはじめとする工作機械が稼働しております。
したがって、アルミ鋳物であれば砂型鋳造から自社で、鋳鉄についても近隣の鋳造メーカーと連携して粗材を調達し、その後の機械加工・熱処理、そして三次元測定機により品質管理まで一貫対応が可能です。
高減衰性を特徴とするMMC(アルミ基コンポジット材)の実績多数
半導体やFPDの製造ラインでは微細な振動や衝撃すら許されないため、これらの装置の架台・ベッド・ステージには減衰性(振動吸収性)に優れた鋳物が採用されることが多いです。
高剛性を求めるのであれば鋳鉄、軽量さやコストを重視する場合はアルミ鋳物が選ばれる傾向がありますが、”アルミより剛性が欲しい、ただ鋳鉄よりは軽量化したい”という場合にぴったりなのが、MMC材(金臓基複合材料)です。
当社では、主として、母材にアルミニウム、強化材にSiC(炭化ケイ素)を使用した高剛性アルミニウム複合材(Al-SiC複合材)を取り扱っております。アルミニウムの軽量・耐食性、SiCの高硬度・高剛性を併せ持ち、航空機・プラント向けの大型工作機械、FPD装置、半導体装置向けに多く採用していただいております。
デュラルキャン
デュラルキャン(英語:Duralucan)とは、カナダの世界的アルミニウムメーカーであるリオ・ティント・アルキャン社が提供するMMC材インゴットの商標です。母材のアルミニウムに対してSiCが体積比で20%・30%複合された素材があり、国内の大手自動車メーカーも注目している素材です。
当社ではAl-20vol%SiC(SiC20%複合)、Al-30vol%SiC(SiC30%複合)ともに取り扱っており、鋳造・一部鍛造にて素形材を製作しております。
各種MMC材料の機械的性質の比較
デュラルキャンの機械的性質について、一般的な鋳物であるFC300とAC4C材と比較した表を以下に示します。
| 項目 | デュラルキャン (SiC20%) | デュラルキャン (SiC30%) | FC300 | AC4C |
|---|---|---|---|---|
| 熱膨張係数(ppm/℃) 50~100℃ | 17.5 | 14.4 | 9.8 | 22.5 |
| 密度 (g / cm³) | 2.77 | 2.78 | 7.25 | 7.71 |
| 引張り強度 (MPa) | 230 | 371 | 300 | 196 |
| ヤング率 (GPa) | 97 | 125 | 133 | 71 |
| ポアソン比 | 0.3 | 0.29 | 0.26 | 0.33 |
| 比熱 [J/(g・K)] | 0.84 | 0.82 | 0.52 | 0.88 |
| 熱伝導率 [W/(m・K)] | 184 | 150 | 53 | 159 |
| 硬度 (HRB) | 80 | 90 | 103 | 61 |
※ 工法(砂型鋳造・特殊鋳造・熱間鍛造)により対応可否あり
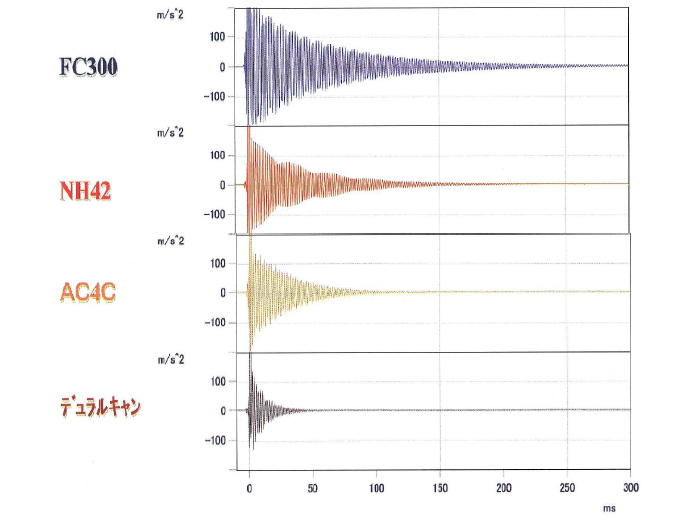
以下の実験データをご覧いただくと、デュラルキャンの高減衰性がよく分かると思います。
当社によるMMC材料の加工事例
当社がお客様に納品したMMC材料の加工品をご紹介します。

半導体装置向け高精度テーブル
半導体装置向け部品に使用されることが多い低熱膨張の特殊アルミ合金を加工しました。切削加工が非常に難しい素材のため、お客様と相談して切削条件の開発から検討を行いました。
特注製作事例
製品種類から探す
業界から探す
材質から探す




お問合せ・お見積りは、
メールフォームより承っております。
お急ぎの場合は、お電話ください。